
Last update: Aug. 21, 2011
Atari 1983: Color Vector, 1 or 2 player
Conversion Project Sections...
Topics:
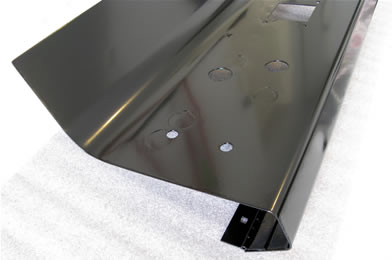
Here is my doner panel with all of the hardware removed.
The ultimate goal is to turn it into this:
The CPO is available at Phoenix Arcade here.
There is a lot of work to do to say the least to get to this state. The buttons shown here are not the correct colors. They are left over from the Space Duel parts. I plan to replace them with new translucent buttons and backlight them. More on that later.
There were a few little problems, a bent corner and bent hold-down brackets. After removing the overlay, adhesive, and the paint, I fixed these parts by heating them with a torch and tapping them back into shape using a small hammer.
The first task is to remove the old control panel overall (CPO). For this, I used a heavy duty heat gun. As always, I wore my safety glasses and heat-resistant gloves. The goal here is to remove the top layer of lexan. Don't even try to get the adhesive to come off with lexan layer because it just won't. I think I had my gun set to about 400°F and the top layer (plastic lexan) began to separate and then got too gooey to handle. I lowered the temperature and then I was able to start pulling the lexan layer right off. Off course, it left all of the glue still stuck to the steel panel.
My heat gun

After the lexan layer is removed, the next step is to remove the large amount of old adhesive from the panel. If for any reason you decide that you want to save the paint, don't use the product shown here. You'll probably have to use a citrus based product in which case you'll be working on the panel a lot longer than 15 minutes. My plan was to eventually powdercoat the entire panel so I wanted the paint to go away. I found a really good product at a hardware store that accomplished the task in under 15 minutes. It cost about $17 for 1 litre but I only used about one third of the can. This stuff doesn't smell very much and it cleans up super easy because it is water soluable. Just rinse everything off with water and you're done. This stuff will easily burn your eyes so wear your best safety glasses. It'll burn your skin too so avoid splattering it on yourself andwear long sleeves and long pants. If you get it on your, even a tiny spec, wash it off immediately. I just poured the stuff directly onto the panel and spread it around with a paint brush. After only a few minutes, I could wipe the glue and paint right off of the steel with almost no effort. I had to add some more stuff in a few stubborn spots but I never once had to actually scrub the metal to get it completely clean.
In progess...
Here is the control panel after removing the overlay and the adhesive. The blackened area in the upper right corner is from heating the corner with the torch to straighten it out. During the final step of sandblasting the entire panel, the blackened areas became shiney again.
Next, it is time to fill all of the holes, all 12 of them. This is the most difficult part of the project in my opinion. Some people suggested to me to just glue a new flat sheet of steel to the inside surface, fill it in from the top with bondo, and then cut new holes as needed. Well, that sounds okay but it would cause problems. For one thing, the bondo won't powdercoat, and second, the inside surface would be lowered by about 1.2 mm and that would lower the square lip of my new roller controller by that amount and so it would not sit flush with the top surface. To keep everything flat and flush, I decided to fill the holes with metal disks and secure them by a metal bonding technique such as welding, brazing, or soldering.
First, I had to make 12 sheet metal disks, two small ones for the player-start button holes and ten of the large ones to fill the gameplay button holes. Anyone have a CNC waterjet in their pocket? Me neither. I coated a piece of sheet steel with Dykem Steel Blue and then scribed the circles using the panel itself as a template. I then separated the disks using a bandsaw.
Once I had the disks separated, I made them round by holding each one with pliers and grinding them against a table-mounted vertical beltsander. They do not have to be absolutely perfect because any small gaps will be filled later when they are installed.
MIG Weld? My first attempt was to tack them in place using a MIG welder. I had not welded anything in about 25 years so I decided to practice on some scrap pieces of sheet metal. Let me say simply that it didn't turn out quite the way I expected it to. That said, I still think that someone who is really good at MIG welding could make short work of installing the disks without wrecking the panel and if so, this would certainly be the best method to use.
Braze? Moving on, I decided to try brazing using an oxy-acetylene torch and brazing wire. Again, I practiced first on a couple of flat scrap pieces. The results were impressive and encouraging so I decided to try it on the actual panel...
It was a total disaster as you can see in the pictures below. I concluded that since the original panel was formed cold, it retained a lot of internal stresses that caused everything to warp and twist like crazy when the metal reached brazing temperature. The brazing material flowed well and the joints were very strong but unless you are into modern art, forget this method.
Here's some holes that will get filled with the new disks...
Three large disks sitting in place (there's a flat steel plate underneath) with flux applied...

And after brazing... OMG! Look at that pretzel :-(
The result was a nightmare as you can see. I thought for sure that I had trashed this panel. Look closely at the disk in the 4'th picture. It's raised by at least 1 mm. This happened because the brazing material flowed underneath the disk and lifted it up. I would've been smarter to weigh it down on one side using a steel block and brazing the opposite side, then switching the block around to do the second side. The point is moot however considering that the entire panel went wild.



Okay, so brazing doesn't work. To recover from this life lesson, I just reheated the disks until the brazing melted and the disks fell out. After that, I hammered the panel back into shape while heating it with the torch. It didn't come out perfect but it was good enough to still use it for my machine. Besides, once it is powdercoated and the new CPO is applied, it'll look okay. I recovered the disks by grinding off the brazing material.
Here's one of the brazed disks sitting loose in the hole after I removed it and ground off all of the brazing material.
It's probably no surprise to most people that the easiest method of securing the disks in the holes would end up being the one requiring the lowest temperature, that is, for people like me who can't weld to save his life. The temperature required for soldering is roughly 700°F to 800°F (371°C to 427°C). I used lead-free electronics solder, specifically Sn/Au/Cu (tin / silver / copper). I chose this solder because it has a higher melting temperature than tin/lead solder and because it produces a stiffer and stronger bond that is also more resistant to fracturing under stress. The strength of solder wire cannot compare to that of brazing wire but soldering can be done using a simple propane torch. I soldered my panel using an oxy-acetylene turned down as low as I could get it.
To solder the disks, follow these steps...
Here are two disks (from the originally brazed group of three) after soldering them and then the same ones again after grinding off the excess solder. The brass color is just left over brazing material from my previous ill-fated attempt to braze the disks. The resulting surface is not perfect but it really doesn't matter. The powdercoating and the new control panel overlay (CPO) will cover all of this.
Here's the other hole from the first group of three that I had tried to braze. It doesn't look too bad now. Also shown, all 3 together.
Here's the holes at the other end of the panel that was not previously overheated. As you can see, these turned out much better.
The end result of the soldering process... from the top side...

From the underside...

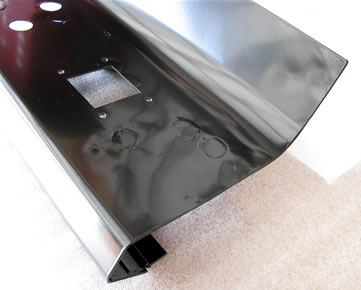
Now that the entire control panel has been filled, it's time to cut the new holes required for the player-start and gameplay buttons and the fancy schmancy roller controller. The trick is figuring out where to mark the hole locations on panel so that the new CPO will line up exactly over the holes. Here's how I did it.
You must decide at this point which controller you are going to install, a roller controller or a spinner. If you are installing a roller controller, perform the next step. If you are installing a spinner, follow the same procedure as the next step but just make the spinner center hole and decide for yourself if you want to make 2 more holes for the spinner mounting bolts to go through the CPO or if you want to want to use hidden screws like I did on my panel.
Cutting the hole for the roller controller :
Locate and cut the square hole for a roller controller, or alternatively, the round hole for a spinner. It's your choice whether or not to make more holes for the mounting screws but I chose not to. I cut the square hole for my roller controller
First, make a simple 2D scale CAD drawing of the roller controller hole pattern. Take the dimensions directly from the roller controller itself. The the center square hole is ideally 2.5" on a side but add 1/32" to the total length and width of the square (1/64" per side larger) to allow for hole shrinkage that will occur when the powdercoating is added. Print the pattern to scale on a self-adhesive label sheet. Cut out the pattern with an X-Acto knife and apply it to the CPO. Make sure that the decal is square with the CPO using a large square rule. Align the top of the square hole just under and centered about the "MOVE" graphic. A clear label media would be of benefit here but I could just barely see the graphic through the decal once the backing was removed. Cut out the square hole using a new Z-Acto knife and a steel ruler. I chose to not make holes for the mounting screws. More on that later. Remove the decal.
Clamp the bottom edge of the CPO along the bottom edge of the panel. Take your time to make sure that this is straight. The CPO must wrap around the panel such that the side edges remain straight along the sides of the panel. The top edge has about an inch of excess length that will wrap/fold over the top edge of the panel when it finally gets permanently applied to the steel panel. Do not remove the CPO backing. You do not want it to stick yet.
Apply Dykem Steel Blue dye to the steel panel in the areas where the holes will have to be cut. This picture shows the holes already scribed because I took this picture after the next step.
Tightly roll the CPO around the panel and trace the CPO holes with a sharp scriber.
Apply Dykem Steel Blue dye to the panel. Roll the CPO down and scribe the square hole.
At this point, I removed the square decal from the CPO and applied it directly to the panel exactly around the scribed square shown below. I then used a center punch to make marks in the steel to locate the four holes that will retain the roller controller mounting screws.
At this point, remove the CPO and put it somewhere safe. Then cut all of the holes in the steel panel. Always wear your best safety glasses when cutting the steel. Never skip this important safety precaution. Those guys on the reality shows who don't wear safety glasses are not being cool nor smart. They are setting a bad example for everyone who watches them. Nothing is more important than your eyesight, least of all some Major Havoc game machine.
I used a variable speed dremel motor tool with #409 carbide cutting disks to cut out the square hole. Take your time and make very light cuts. Forcing the tool will just break the disks. The disks will wear down as you cut the steel. I used 5 or 6 disks to complete the entire square.


I used a 1/2" and 1-1/8" (or you can use 1-3/16") Hougen Rotocut bits to drill out the round holes. I used a simple battery powered hand drill and I did not have to clamp the panel down. The Hougen Rotocut bits are simply amazing. They are designed specifically to cut sheet metal and they create a burr-free perfect hole easily and they won't grab the steel nor lift it. They are safe to use with a small hand drill. If using a large high powered hand drill or a drill press, be sure to clamp the panel down just in case. Also, if using Rotocut bits, use cutting fluid for best results and to extend the life of the bits. Note that Rotocut bits are not just hole saws. A typical hole saw takes about 5x longer to cut through, will not last as long, and will not be nearly as accurate.
Rotocut bits 

You could also use a large step drill (Newark catalog here)(Greenlee here) to cut the holes in the panel but these tend to wander too much when used with a hand drill. They work okay with a drill press so long as the panel is clamped in place so that nothing can drift off target.
Step bit 
Another alternative, if you love hard work, is to drill a starting hole, say 1/4" to 3/4", and then grind out the rest of the hole using a small air-powered die-grinder fitted with a 1/4" carbide cutter bit. Carve out the hole until it's close to the scribed line, then finish it with a drum sander. I'm recommending this air-powered tool because it will run cool all day long whereas an electric hand drill will spin too slowly and probably heat up too much before you are done the job. Regardless, use what tools you have available and get the job done safely.





Under no circumstances should you ever try to drill large holes like these in sheet metal using standard 2-flute drill bits like this:
 These are also called high speed twist drills or jobbers.
These are also called high speed twist drills or jobbers.
These bits will grab the sheet and pull it up. It's a good way to get seriously hurt so do not try it.
The Panel Holes Are Completed:
Note that the 4 holes for the roller controller mounting screws are countersunk. The screws will have flat heads that will eventually be flush with the panel surface. The screws will not go through the CPO because they'll be installed before the CPO is applied. More on this later.




At this stage, I glass-bead-blasted the entire panel. After about 15 minutes in the blasting chamber, the entire panel was silver and had a satin finish. The lightly abraided surface improves paint or powdercoating adhesion. All of the blackened and dirty looking areas seen in the above pictures became completely clean and shiny and ready for paint. Sorry, I didn't have a chance to take pictures of the blaster chamber or the panel after it was done. I took it straight to the powdercoat company before it had a chance to rust.
Powdercoating is a vastly superior coating to plain old spray paint. Powdercoating is actually a powderized polymer resin that is electrostatically sprayed onto metal and then melted and cured in an oven for about 30 minutes. The coating wraps around edges and corners very well and is extremely tough and long lasting. Adhesion to the steel is also extremely good because the metal is first chemically degreased and then chemically etched. Also, while curing, the coating molecularly bonds to the metal and also develops cross-links between the molecules of the polymer material further increasing its durability.
I had some concern regarding the heated curing process that runs at about 200°C (390°F) because the lead-free solder that I used to secure the filler disks melts at 217°C (422°F). The tech at my local powdercoating company assured me that it would be safe.
I had my heart set on powdercoating because spray painting the panel by hand would require a lot of money and work. First, the spray cans cost about $12 each and I would have to buy both primer and paint. I'd have to manually degrease the whole panel with acetone and that stuff costs about $10 for a small can. Altogether, it would cost about $30 to do the job and it would take about 4 days to complete assuming that I applied one coat per day and put on two coats each of primer and paint. Hanging the panel and getting at both sides would also be a pain in the butt and I'd have to worry about overspray getting all over the place. Trust me, eliminating all of that hassle and investing the money in powdercoating is a great idea. The results are vastly superior to anything you can do at home and you don't have to do anything except drop off and pick up.
I took my precious newly modified control panel to a local powdercoating shop. They happen to run black every day so they just hung my panel up on the line with their own stuff. The next day, they called me and I went to pick up my panel. They charged me $10 for the job, no kidding. Talk about a great deal. I couldn't buy a single cheap spray can for that price.
Okay, the surface isn't perfectly smooth, but the new overlay will cover this very nicely. The overlay can't be installed quite yet. The mounting screws for the roller controller have to be installed first. I'll show how to do this a little later on.

Remember those rusted and bent hold-down brackets? Also, check out the coverage on the hinge and down the inside.

Roller Controller Mounting Screw Installation:
Now that the control panel is finally ready, the mounting screws for the roller controller must be installed. The plan all along has been to make them hidden and yet easy to install without welding or soldering. The trick that makes this work is a super strong two-part resin epoxy called J-B Weld. You can buy it at almost any hardware store or automotive supply store. Be aware that there is a fast curing version of this epoxy and you don't want that one. Just get the regular one. It takes longer to cure but to do this job properly, you'll need that extra working time.
The mounting holes provided in the roller controller top plate are 1/4" diameter. For my panel, I decided that 1/4" hardware was much to large and heavy for simply mounting the roller controller. After all, the screws don't have to hold up an automobile or something like that. Even if I had decided to install carriage bolts through the panel, they would have been a lot smaller than that.
I decided to use #8-32 x 1" stainless steel Philips flat head machine screws.
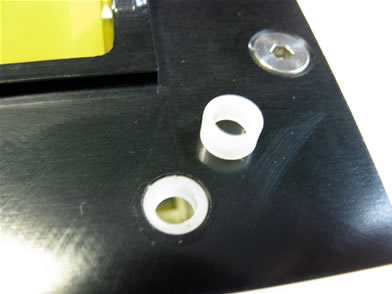
To reduce the controller plate hole size to help improve centering of the screws within the holes, I installed a nylon spacer. I'm not 100% sure where I got mine but they are standard stock items from McMaster-Carr, part number 94639A287.
Spacer info sheet
Installation of the spacers is simple. They just press into the holes. The spacers are not absolutely required because the square rim around the roller will locate into the square hole of the panel anyway. I had the spacers handy so I used them just to help improve the odds of getting the screws mounted as straight as possible.
To retain each of the 4 screws in the final installation of the roller controller, use a number 8 flat washer and a nylon-insert locknut. Make the nuts just lightly snug. Do not over-tighten them as this would provide no extra benefit and it might break the epoxy (later on after the cpo is installed) and then you would have no way to fix it. For the temporary purpose of installing the mounting screws however, use a normal plain non-locking nut instead because it will be a lot easier to work with for now. Now go ahead and install all 4 screws with washers and nuts to be 100% sure that the roller controller fits properly.
Next, prepare the holes for the J-B Weld epoxy. It's a good idea to rough up the surface of the powdercoat inside the countersunk area of each hole. This will improve adhesion of the epoxy and make the screw a lot less likely to break free at any time after the CPO is installed. You should work on one screw/hole at a time so that the roller controller never moves from its nominal position. Very lightly and carefully sand the surface a bit around the taper of each hole. I used a grinding stone and just turned it a few times by hand and then wiped off the dust with a lintfree cloth.
I went a little further with the epoxy by adding a tiny bit around the tapered head of the screw before inserting it. I hoped that getting a bit of epoxy right between the tapers of the screw head and the hole surface would strengthen the joint. You can see in the follow picture some of the epoxy that squeezed out of the joint when the screw was put back into the hole. This was done to all 4 holes.
Next, the tops of the screws must be covered to further secure them and also to level out the panel surface. Mix even epoxy to fill all 4 of the holes. It won't take much at all. Using a very small flat screwdriver or a dental pic tool or a toothpick, pick up some epoxy and lower it on top of the screw. Start by filling the cross (or whatever your bit feature type is) and then fill the rest. It's okay to overfill the space a tiny bit as it can be sanded flat later on after the epoxy has cured. Here's a tip for you. J-B Weld flows a lot easier and cures faster when it is warmed up. You can use a hair dryer to blow on the area that you are applying the epoxy to while you are working and it will make the application of the epoxy faster and easier. Remember to keep the panel level at all times so that the epoxy will not come out of the holes or cure at an odd angle. When you have completed all 4 locations, just set the panel aside, still level, and allow the epoxy to fully cure. It should be ready to continue in 4 to 6 hours. The warmer the environment, the faster it will cure.
After curing is completed, use a small "Mouse" electric hand sander with 120 and then 220 sandpaper to sand off the excess epoxy. While sanding, frequently wipe away dust using a cloth to avoid clogging the paper grit to quickly. Only sand the surface right over the epoxy until it becomes level. Don't go so far as to expose any metal so as to create a spot where rust could ever start.
While I was installing the screws with the epoxy, I decided to use the epoxy to level out some of the spots on the panel where my soldering job wasn't perfectly flat. I just dabbed the epoxy into the low areas while heating it with a hair dryer to improve the flow and to help it level itself as much as possible. Of course, you could use some automotive bondo here instead if you prefer but the epoxy is much firmer when cured and will bond to the surface much more securely. You already have mixed some epoxy for the screws so you might as well continue with it. Do not secure the screws with bondo. It will not hold. Use the J-B Weld for securing the screws regardless of what you do anywhere else.
It may seem counter-intuitive to do such sanding on the powdercoated surface but that just goes to show you how tough and how thick it really is. The shine will be lost in these areas but that will be covered by the new CPO anyway. The goal here is to make the panel level so that the CPO doesn't end up with air pockets under it. You don't want any large spaces under the CPO, especially ones that you might even be able to feel right through it.
Now that the entire control panel is all smoothed out, clean the entire top surface using a clean lint-free cloth and rubbing alcohol to remove any fingerprints or other contaminants that might reduce the adhesion strength of the CPO. This step will make sure that no small bits of debris get trapped between the panel and the CPO that would create a permanent bump.
To install the CPO, do not remove the backing at first. Line it up on the panel and install the buttons just tight even to allow the CPO to be moved under them a little bit. Move the CPO around as required to perfectly line up the square hole with the square hole in the panel. Apply masking tape very tightly around the square hole to secure it all the way around flat againt the panel. Apply masking tape at both ends of the panel adjacent to the player-start buttons and at the same height on the other end as well.
Check both ends to be sure that the edges of the CPO line up perfectly with the edges of the panel. Next, begin to peel off some of the backing paper starting at the bottom of the CPO. Only peel back 3 to 4 inches of it. Using scissors, remove the peeled portion of the backing paper and do not allow the sticky section of the CPO to fall onto the panel or it might get stuck slightly in the wrong position and you might not be able to correct it.
This is where things get tricky so take your time and be very careful and very patient. The next few minutes will make or break your project and possible your spirit so do not rush yourself and remember to breathe. You're not scared are you? Just cool it. You can do this.
What you want to do now is begin sticking the CPO to the panel starting in the center and just above the upper front round edge and work it downward slowly. Remember to always press your fingers firmly and slide them in the direction that you want to stick the CPO down. Keep it tight enough to keep it straight. Also, do not attempt to wrap the CPO all the way around the bend and down all in one spot all at once, like the down the center, because that will likely screw it up. Just roll it down about 1/4" to 1/2" at a time along the entire length of the panel before moving on to the next little bit. If you have kept the CPO pressed tight to the panel as you work, there won't be any bubbles under it and the edges along the end of the panel will be perfectly even. If a bubble is present, you may be able to see it or if you press and release it, it might make a cracking sound as the adhesive pulls back off of the panel surface. If a bubble is present, just prick the center of it with a small sharp needle to allow the air to escape. Press the CPO down at the edges of the bubble and work toward the center until the bubble is gone.
Now that the entire bottom section of the CPO is stuck in place, remove all of the masking tape and buttons. Now it is time to peel back more of the backing paper starting at the bottom right where you cut it previously with the scissors. Hold the top center edge of the CPO firmly and peel up the backing paper about 6 to 8 inches. Whatever you do, do not drop the CPO now or it will get stuck crooked and probably ruin the job.
While holding the CPO top center edge straight up, use a plastic edge flat applicator hand tool and start to stick the CPO to the panel starting at the bottom center of the flat control area. Remember that you still have to keep the CPO tight to the panel by firmly sliding your fingers or the application tool edge in the direct toward which you are sticking the CPO down. Again, only do about 1/2" to at most 1" vertically and then move horizontally in both directions towards the ends of the panel. When one horizontal strip has been done, only then move further upward. Keep going until you have applied the entire CPO all the way to the top. Keep in mind all the time to keep the CPO tight to the panel as you work especially as you pass through the upward bend. You do not want to "bridge" the radius at all.
The final step is to tightly wrap the top section (about 1") of the CPO right around the top long edge and stick it to the back side of the panel. The trick is to get the CPO to gradually increase the bend along the entire length of the panel. I used my fingers to tightly press the center section right along the edge and push it around the edge a bit at a time and then working along the entire edge all the way towards both ends. Once I had the bend started, say 45 degrees, I flipped the entire panel over and held the edge down to the tabletop very firmly and rotated the entire panel, using the tabletop to bend the CPO. I was able to complete the bend this way. Afterward, I used the applicator hand tool to firmly press the CPO on both sides until it was firmly stuck. It had one large bubble on the back side so I popped with a needle and smoothed it right out.
There is a CPO application tutorial on the This Old Game site here. I suggest that you read it also before attempting to install the new CPO. You can never have too much help.
Go to: .......Top ......Bill's Classic Arcade ....... Home
Control Panel Modifications:









































































